ЙМјТЈәІҙН·КРҝЛ¶ыЛ№ДЈҫЯ»ъРөі§
ИИРҫәРДЈҫЯТІіЖОӘИИРҫәРёІДӨЙ°ДЈҫЯЈ¬ЖдПкПёІОКэИзПВЈә
1Ј©»ҜС§іЙ·ЦәПҪрөД»ҜС§іЙ·ЦУҰ·ыәПGB/T15114-1994өД№ж¶ЁЎЈ
2Ј©БҰС§РФДЬ
ўЩөұІЙУГИИРҫәРДЈҫЯКФСщјмСйКұЈ¬ЖдБҰС§РФДЬУҰ·ыәПGB/T15114-1994№ж¶Ё
ўЪөұІЙУГИИРҫәРДЈҫЯұҫМејмСйКұЈ¬ЖдЦё¶ЁІҝО»ЗРИЎКФСщөДБҰС§РФДЬІ»өГөНУЪөҘЦэКФСщөД75%Ј¬ИфУРМШКвТӘЗуЈ¬ҝЙУЙ№©РиЛ«·ҪЙМ¶ЁЎЈ
3Ј©ИИРҫәРДЈҫЯіЯҙз
ўЩИИРҫәРДЈҫЯөДјёәОРОЧҙәНіЯҙзУҰ·ыәПЦэјюНјСщөД№ж¶ЁЎЈ
ўЪИИРҫәРДЈҫЯөДіЯҙ繫ІоУҰ°ҙGB/T6414-1999өД№ж¶ЁЦҙРРЎЈУРМШКв№ж¶ЁәНТӘЗуКұЈ¬РлФЪНјСщЙПЧўГчЎЈ
ўЫИИРҫәРДЈҫЯУРРОО»№«ІоТӘЗуКұЈ¬ҝЙІОХХұн5Ј»ЖдұкЧў·Ҫ·Ё°ҙGB/T15114-1994өД№ж¶ЁЎЈ
ўЬИИРҫәРДЈҫЯөДіЯҙ繫ІоІ»°ьАЁЦэФмРұ¶ИЈ¬ЖдІ»јУ№ӨұнГжЈә°ьИЭГжТФРЎ¶ЛОӘ»щЧјЈ¬ұ»°ьИЭГжТФҙу¶ЛОӘ»щЧјЈ»ҙэјУ№ӨұнГжЈә°ьИЭГжТФҙу¶ЛОӘ»щЧјЈ¬ұ»°ьИЭГжТФРЎ¶ЛОӘ»щЧјЈ¬УРМШКв№ж¶ЁәНТӘЗуКұЈ¬РлФЪНјСщЙПЧўГчЎЈ
4Ј©ИИРҫәРДЈҫЯРиТӘ»ъРөјУ№ӨКұЈ¬ЖдјУ№ӨУаБҝ°ҙGB/T15114-1994өД№ж¶ЁЦҙРРЎЈИфУРМШКв№ж¶ЁәНТӘЗуКұЈ¬ЖдјУ№ӨУаБҝРлФЪНјСщЙПЧўГчЎЈ
5Ј©ұнГжЦКБҝ
ўЩИИРҫәРДЈҫЯұнГжҙЦІЪ¶ИУҰ·ыәПGB/T15114-1994өД№ж¶ЁЎЈ
ўЪИИРҫәРДЈҫЯІ»ФКРнУРБСОЖЎўЗ·ЦэЎўКиЛЙЎўЖшЕЭәНИОәОҙ©НёРФИұПЭЎЈ
ўЫИИРҫәРДЈҫЯФКРнУРІБЙЛЎў°јПЭЎўИұИвәННшЧҙГ«ҙМөИИұПЭЎЈө«ЖдИұПЭөДіМ¶ИәНКэБҝУҰёГУ빩РиЛ«·ҪН¬ТвөДұкЧјПаТ»ЦВЎЈ
ўЬИИРҫәРДЈҫЯөДҪҪҝЪЎў·ЙұЯЎўТзБчҝЪЎўёфЖӨЎў¶ҘёЛәЫјЈөИУҰЗеАнёЙҫ»ЎЈө«ФКРнБфУРәЫјЈЎЈ
ўЭИфНјСщОЮМШұр№ж¶ЁЈ¬УР№ШС№Цэ№ӨТХІҝ·ЦөДЙиЦГЈ¬Из¶ҘёЛО»ЦГЎў·ЦРНПЯөДО»ЦГЎўҪҪҝЪәНТзБчҝЪөДО»ЦГөИУЙЙъІъі§ЧФРР№ж¶ЁЈ¬·сФтНјСщЙПУҰЧўГч»тУЙ№©РиЛ«·ҪЙМ¶ЁЎЈ
ўЮИИРҫәРДЈҫЯРиТӘМШКвјУ№ӨөДұнГжЈ¬ИзЕЧ№вЎўЕзНиЎў¶ЖёхЎўНҝёІЎўСфј«Сх»ҜЎў»ҜС§Сх»ҜөИРлФЪНјСщЙПЧўГч»тУЙ№©РиЛ«·ҪЙМ¶ЁЎЈ
»ъЖчЦЖФмРНРҫөД·Ҫ·ЁЎЈ
Ҫ«ЦэФмУГЙ°ЎўИИ№МРФКчЦ¬әНҙЯ»ҜјБ»мәПіЙөДЙ°БПЙдИлҫЯУРјУИИЧ°ЦГөДРҫәР
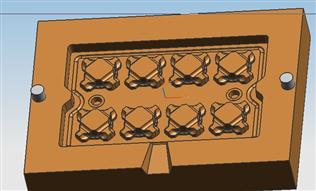
ИИРҫәРЦРЈ¬јУИИөҪ180Ў«250ЎжЈ¬К№МщҪьРҫәРұнГжөДЙ°БПКЬИИЈ¬ФЪОВ¶ИЧчУГПВЈ¬ЖдХіҪбјБФЪәЬ¶МКұјдДЪјҙҝЙЛхҫЫ¶шУІ»ҜЈ¬РОіЙРНРҫЈ¬І»РлФЩҪшәжВҜәжёЙЈ¬ҫЯУРЛх¶МЙъІъЦЬЖЪөИУЕөгЎЈ¶шЗТЈ¬Ц»ТӘЙ°РҫөДұнІгУРәБГЧҪбіЙУІҝЗјҙҝЙЧФРҫәРИЎіцЈ¬ЦРРДІҝ·ЦөДЙ°РҫАыУГУаИИәНУІ»Ҝ·ҙУҰ·ЕіцөДИИБҝҝЙЧФРРУІ»ҜЈ¬ЛьОӘҝмЛЩЙъІъіЯҙзҫ«¶ИёЯөДЦРЎўРЎЙ°РҫЈЁЙ°РҫЧоҙуұЪәсТ»°гОӘ50ЎӘ75mmЈ©МṩБЛТ»ЦЦ·ЗіЈУРР§өД·Ҫ·ЁЈ¬МШұрККУГУЪЖыіөЎўНПАӯ»ъ»тАаЛЖРРТөөДЦэјюЙъІъЎЈ
ЛСЛч№ШјьҙКЈәИИРҫәРДЈҫЯ
ІҙН·КРҝЛ¶ыЛ№ДЈҫЯ»ъРөі§ ЎҫИИРҫәРДЈҫЯЎҝ ·юОсГжПтөШЗшЈәұұҫ© ЙПәЈ МмҪт ЦШЗм ФЖДП №г¶« ёЈҪЁ ПгёЫ °ДГЕ МЁНе
- КЦ»ъЈә15076787437
- ЙМјТөШЦ·ЈәәУұұІЧЦЭІҙН·КР
- БӘПөөз»°Јә03178094118
- өзЧУУКПдЈәxuyanjuan_888@sina.com
-
| |
| БӘПөОТКұЈ¬ЗлЛөКЗФЪЎҫДұЛјНшЎҝЙПҝҙөҪөДЈ¬УРҫӘПІЯПЈЎ |
І»КЗДъПлТӘөДРЕПўЈҝёь¶а№ШУЪЎҫИИРҫәРДЈҫЯЎҝөДРЕПўЈ¬Зл
өг»чІйҝҙ